





പ്രയോജനങ്ങൾ
► 100% (40℃) ഡ്യൂട്ടി സൈക്കിൾ;
► കട്ടിംഗ് കറന്റ് തുടർച്ചയായി ക്രമീകരിക്കാവുന്നതാണ്, കനം കുറഞ്ഞതും കട്ടിയുള്ളതുമായ പ്ലേറ്റ് വെൽഡിംഗ് ചെയ്യാൻ അനുയോജ്യമാണ്;
► ടോർച്ച് കത്തുന്നതിൽ നിന്ന് സംരക്ഷിക്കാൻ വായു മർദ്ദമോ ഹൈഡ്രോളിക് മർദ്ദമോ ഇല്ലാത്തപ്പോൾ അത് സ്വയം മുറിക്കുന്നത് നിർത്തും;
► ആർക്ക് സമന്വയ സിഗ്നലും ആർക്ക് വോൾട്ടേജ് സിഗ്നൽ കണക്ടറും ഉണ്ട്, അവ യാന്ത്രികമായി മുറിക്കുന്നതിന് എളുപ്പമുള്ളതും സംഖ്യാ നിയന്ത്രണ മെഷീനും റോബോട്ടുമായി പൊരുത്തപ്പെടുത്തുന്നതിന് പ്രത്യേകിച്ചും അനുയോജ്യവുമാണ്;
► നോസിലിനും ഇലക്ട്രോഡിനും കേടുപാടുകൾ സംഭവിക്കുന്നത് തടയാൻ കറന്റ് അപ്സ്ലോപ്പ് ക്രമീകരിക്കാവുന്നതാണ്;
► ആർക്ക് സ്ട്രൈക്കിംഗ് സിഗ്നൽ, ആർക്ക് പ്രഷർ സിഗ്നൽ, എയർ സപ്ലൈ കൺട്രോൾ, ആർക്ക് പ്രഷർ ഔട്ട്പുട്ട് ഫംഗ്ഷൻ എന്നിവ സിഎൻസിക്കും റോബോട്ട് കട്ടിംഗിനും പ്രത്യേകം അനുയോജ്യമാക്കുന്നു;
► രണ്ട് മെഷീനുകൾ സമാന്തര ഉപയോഗം ലഭ്യമാണ്, അധിക കനം ഉള്ള മെറ്റീരിയൽ നന്നായി മുറിക്കുന്നതിന് ഔട്ട്പുട്ട് കറന്റ് ഇരട്ടിയാക്കുക;
► മെഷീൻ ഉപയോഗിച്ച ക്രമീകരണം, ഡിജിറ്റൽ ഡിസ്പ്ലേ യന്ത്രത്തിനും റോബോട്ടിനും ഉപയോഗിക്കുന്നതിന് പ്രത്യേകം അനുയോജ്യമാക്കുന്നു.
പ്രധാന പാരാമീറ്ററുകൾ
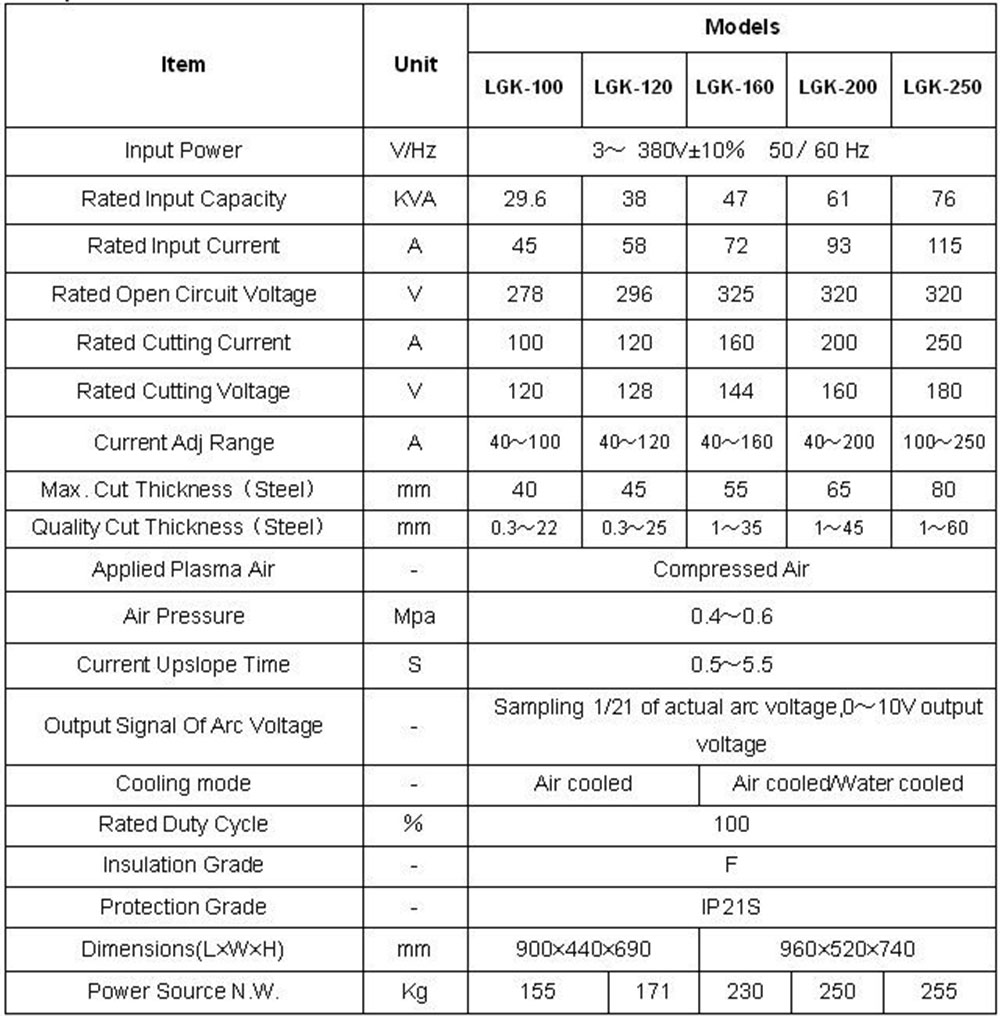
2. പ്ലാസ്മ വാതക വ്യവസ്ഥകൾ
വർക്ക് മർദ്ദം പരിധി: 0.4MPa~0.6MPa
ഗ്യാസ് വിതരണ പൈപ്പ് കംപ്രഷൻ ശക്തി :≥1MPa
ഗ്യാസ് വിതരണ പൈപ്പിന്റെ ആന്തരിക അളവ്:≥Φ8
ഗ്യാസ് വിതരണ ഫ്ലക്സ്:≥180L/min
ഗ്യാസിൽ നിന്ന് വെള്ളം ഫിൽട്ടർ ചെയ്ത ശേഷം കട്ടറിൽ ഇടുക
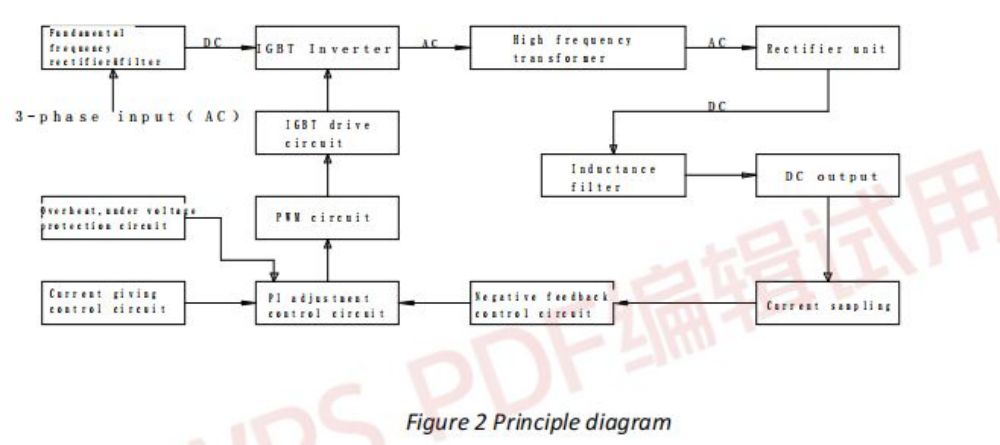
ജോലിയുടെ തത്വങ്ങൾ
കട്ടിംഗ് മെഷീന്റെ കൺട്രോൾ സർക്യൂട്ട് നൂതന ഇലക്ട്രോണിക് ഭാഗം IGBT പ്രധാന ഇൻവെർട്ടർ സ്വിച്ച് ഘടകമായി സ്വീകരിക്കുന്നു.ത്രീ-ഫേസ് എസി പവർ ത്രീ ഫേസ് റക്റ്റിഫയർ വഴി തിരുത്തിയ ശേഷം 20KHz ഹൈ-ഫ്രീക്വൻസി ഡിസി കറന്റിലേക്ക് പരിവർത്തനം ചെയ്യപ്പെടുന്നു.തുടർന്ന് ഐജിബിടി ഇൻവെർട്ടറിന്റെ പ്രവർത്തനത്തിന് കീഴിൽ ഡിസി കറന്റ് എസി ഹൈ ഫ്രീക്വൻസി കറന്റിലേക്ക് വിപരീതമാക്കുന്നു, ഉയർന്ന ഫ്രീക്വൻസി ട്രാൻസ്ഫോർമറിൽ വോൾട്ടേജ് റിഡക്ഷൻ അനുഭവിച്ചതിന് ശേഷം ഇത് ഡിസി കറന്റിലേക്ക് വിപരീതമാക്കുന്നു, ഫാസ്റ്റ് റിക്കവറി ഡയോഡിലെ കറന്റ് ശരിയാക്കുന്നു.ഈ ഡിസി കറന്റ് റിയാക്ടറിലൂടെ ഫിൽട്ടർ ചെയ്യുകയും ഔട്ട്പുട്ട് കട്ടിംഗ് കറന്റ് ലഭിക്കുകയും ചെയ്യുന്നു.
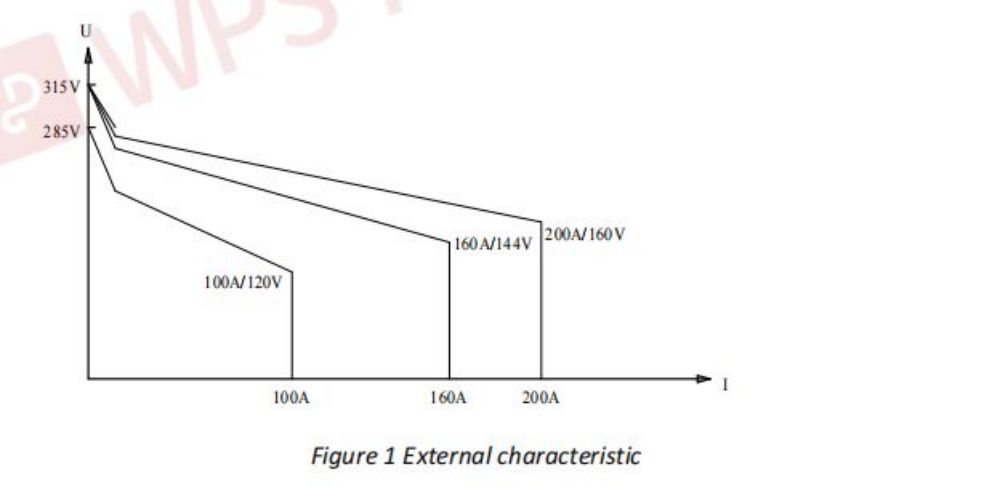
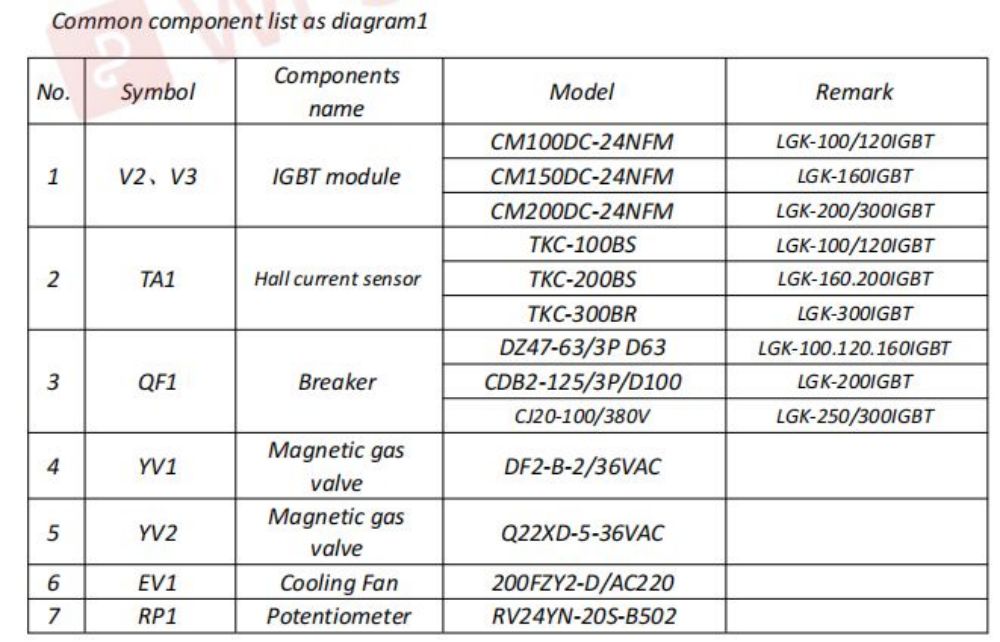
ഓടിക്കുന്ന പൾസ് വീതി നിയന്ത്രിക്കുന്നതിലൂടെ കൺട്രോൾ സർക്യൂട്ടിന് ഔട്ട്പുട്ട് കറന്റ് നിയന്ത്രിക്കാനാകും.സീരീസിലെ ഔട്ട്പുട്ട് ടെർമിനലുമായി ബന്ധിപ്പിച്ച നിലവിലെ സെൻസറിലൂടെ ലഭിക്കുന്ന തത്സമയ കട്ടിംഗ് കറന്റ് നെഗറ്റീവ് ഫീഡ്ബാക്ക് കൺട്രോൾ സിഗ്നലായി ഉപയോഗിക്കുന്നു.നിലവിലെ അഡ്ജസ്റ്റ് ചെയ്യുന്ന സിഗ്നലുമായി താരതമ്യം ചെയ്ത ശേഷം, നെഗറ്റീവ് കൺട്രോൾ സിഗ്നൽ PWM ക്രമീകരിക്കുന്ന ഇന്റഗ്രേറ്റഡ് സർക്യൂട്ടിലേക്ക് അയയ്ക്കുന്നു, തുടർന്ന് IGBT നിയന്ത്രിക്കുന്നതിന് ഒരു നിയന്ത്രിത ഡ്രൈവിംഗ് പൾസ് ഔട്ട്പുട്ട് ചെയ്യുന്നു.അതുവഴി ഒരു സ്ഥിരമായ ഔട്ട്പുട്ട് കറന്റ് നിലനിർത്താനും കുത്തനെയുള്ള ഡ്രോപ്പിംഗും സ്ഥിരമായ കറന്റും ബാഹ്യ സ്വഭാവവും ലഭിക്കും.സ്ട്രൈക്കിംഗ് ആർക്ക് ഉയർന്ന ഫ്രീക്വൻസി സ്ട്രൈക്കിംഗ് മോഡൽ സ്വീകരിക്കുന്നു.പ്രധാന സർക്യൂട്ട് അനുബന്ധം 1-നെ സൂചിപ്പിക്കുന്നു, കൺട്രോൾ സർക്യൂട്ടിന്റെ തത്വ ഡയഗ്രം ചിത്രം 2 ആയി കാണിച്ചിരിക്കുന്നു.
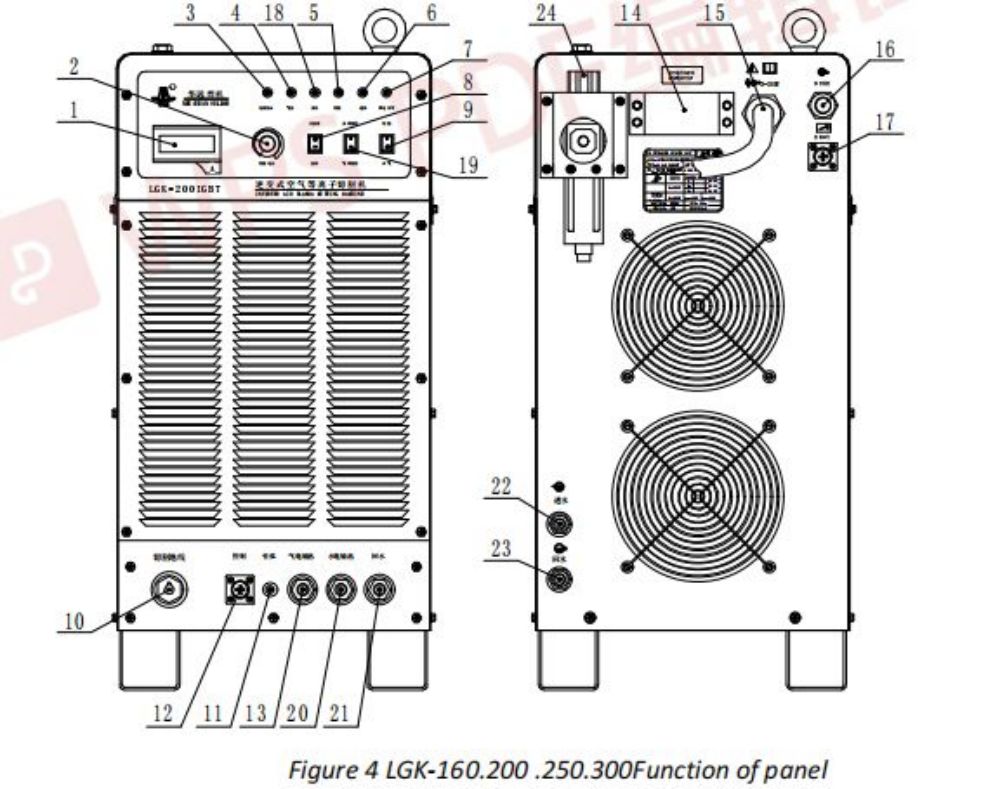
പാനലും അതിന്റെ പ്രവർത്തനങ്ങളും (LGK-100 ചിത്രം 3 കാണുക, LGK-160/200/250/300 ചിത്രം 4 കാണുക)
1.ഡിജിറ്റൽ അമ്മീറ്റർ: മുറിക്കുന്നതിന് മുമ്പ് പ്രീ-സെറ്റ് കട്ടിംഗ് കറന്റ് പ്രദർശിപ്പിക്കുക, മുറിക്കുമ്പോൾ കട്ടിംഗ് കറന്റ് പ്രദർശിപ്പിക്കുക
2.കട്ടിംഗ് കറന്റ് അഡ്ജസ്റ്റ് ചെയ്യുന്ന നോബ്: കട്ടിംഗ് കറന്റ് ക്രമീകരിക്കുന്നു
3.പവർ ഇൻഡിക്കേറ്റർ ലാമ്പ്: കട്ടർ ഊർജ്ജസ്വലമാണോ എന്ന് സൂചിപ്പിക്കുന്നു.
4.എയർ പ്രഷർ ഇൻഡിക്കേറ്റർ ലാമ്പ്: കംപ്രസ് ചെയ്ത വായുവിന്റെ മർദ്ദം 0.2Mpa കവിയുമ്പോൾ അത് ഓണാണ്.മർദ്ദം 0.15Mpa-ൽ കുറവായിരിക്കുമ്പോൾ അത് ഓഫാണ്.
5.കട്ടിംഗ് ഇൻഡിക്കേറ്റർ ലാമ്പ്: ലാമ്പ് ഓണായിരിക്കുമ്പോൾ കട്ടിംഗ് മെഷീൻ ആരംഭിച്ചു എന്നാണ് അർത്ഥമാക്കുന്നത്.
6.ഓവർലോഡ് ഇൻഡിക്കേറ്റർ ലാമ്പ്: കട്ടർ ഓവർലോഡ് ചെയ്യുമ്പോൾ അത് ഓണാണ് (സാധാരണയായി കൂളിംഗ് ഫാൻ കേടാകുമ്പോൾ അത് ഓണായിരിക്കും.)
7.ഇൻപുട്ട് ഫോൾട്ട് ഇൻഡിക്കേറ്റർ ലാമ്പ്: പവർ സോഴ്സ് ഫേസ് നഷ്ടപ്പെടുമ്പോഴോ 330VAC-ൽ കുറവായിരിക്കുമ്പോഴോ ഇത് ഓണാണ്.
8.ഗ്യാസ് കൺട്രോൾ സെലക്ഷൻ സ്വിച്ച്: ചെക്ക് എയർ എന്നതിലേക്ക് മാറുമ്പോൾ, ഗ്യാസ് ഫ്ലക്സ് പരിശോധിക്കുന്നതിനായി ഗ്യാസ് വാൽവ് തുറക്കുന്നു.കട്ടിംഗിലേക്ക് മാറുമ്പോൾ, കട്ടിംഗ് സമയത്ത് ഗ്യാസ് വാൽവ് യാന്ത്രികമായി തുറക്കുന്നു.
9.ടോർച്ച് ഓപ്പറേഷൻ മോഡ് സെലക്ഷൻ സ്വിച്ച്: 2-സ്റ്റെപ്പ് ഓണാക്കുമ്പോൾ, കട്ടിംഗ് പ്രക്രിയയിൽ ടോർച്ച് സ്വിച്ച് അമർത്തണം, സ്വിച്ച് അഴിച്ചതിന് ശേഷം കട്ടിംഗ് നിർത്തുന്നു.ഇത് 4-സ്റ്റെപ്പ് ഓണാക്കുമ്പോൾ, ടോർച്ച് സ്വിച്ച് അമർത്തി അയയ്ക്കുക, കട്ടിംഗ് പ്രവർത്തിക്കാൻ തുടങ്ങുന്നു, വീണ്ടും സ്വിച്ച് അമർത്തിയാൽ നിർത്തുന്നു.
10.കട്ടിംഗ് ഗ്രൗണ്ട് വയർ ഔട്ട്ലെറ്റ്: കട്ടിംഗ് ഗ്രൗണ്ട് വയർ ബന്ധിപ്പിക്കുന്നതിന്
11.ടോർച്ച് പൈലറ്റ് ടെർമിനൽ: ടോർച്ച് പൈലറ്റ് വയർ ബന്ധിപ്പിക്കുന്നതിന്.
12.ടോർച്ച് കൺട്രോൾ ഔട്ട്ലെറ്റ്: ടോർച്ച് കൺട്രോൾ സിഗ്നൽ വയർ ബന്ധിപ്പിക്കുന്നതിന്.
13.എയർ & പവർ ഔട്ട്പുട്ട് ടെർമിനൽ: നിലവിലെ ഔട്ട്പുട്ട് ടെർമിനൽ കംപ്രസ്ഡ് എയർ ഔട്ട്പുട്ട് ടെർമിനൽ കൂടിയാണ്.വാട്ടർ-കൂൾഡ് ടോർച്ച് ഉപയോഗിക്കുമ്പോൾ വാട്ടർ-കൂൾഡ് ടോർച്ച് ബന്ധിപ്പിക്കുന്നതിനുള്ള ഗ്യാസ് പൈപ്പ് കണക്ടറാണിത്, എയർ-കൂൾഡ് ടോർച്ച് ഉപയോഗിക്കുമ്പോൾ ടോർച്ച് ഗ്യാസ്-കൂൾഡ് കേബിളുമായി ബന്ധിപ്പിക്കുന്നതിനുള്ള കണക്ടറാണിത്.
14.ആർക്ക് വോൾട്ടേജ് ഔട്ട്പുട്ടിനുള്ള സ്പെയർ വയർ ഹോൾ: മെഷീൻ പൂർത്തിയാകുമ്പോൾ ആർക്ക് വോൾട്ടേജ് ഔട്ട്പുട്ട് വയർ കണക്ട് ചെയ്തിട്ടില്ല.ആവശ്യമെങ്കിൽ, കട്ടർ ടോപ്പ് കവർ തുറന്ന്, രണ്ട് തരം ഔട്ട്പുട്ട് സിഗ്നലുകളുള്ള LGK7-AP5 എന്ന പ്രിന്റഡ് ബോർഡിലെ വയർ ടെർമിനലിനെ ബന്ധിപ്പിക്കുന്നതിന് രണ്ട് കോർ വയർ ഉപയോഗിക്കുക, ഒന്ന് 1:1 ഔട്ട്പുട്ടും മറ്റൊന്ന് 1 ഉം ആണ്. :20 ഔട്ട്പുട്ട്, ദയവായി ചിത്രം 3 LGK-100 പാനലിന്റെ ഫംഗ്ഷൻ ആവശ്യകതകൾക്കനുസരിച്ച് വയർ ബന്ധിപ്പിക്കുക, കൂടാതെ നെഗറ്റീവ്, പോസിറ്റീവ് ഇലക്ട്രോഡ് ശ്രദ്ധിക്കുക.
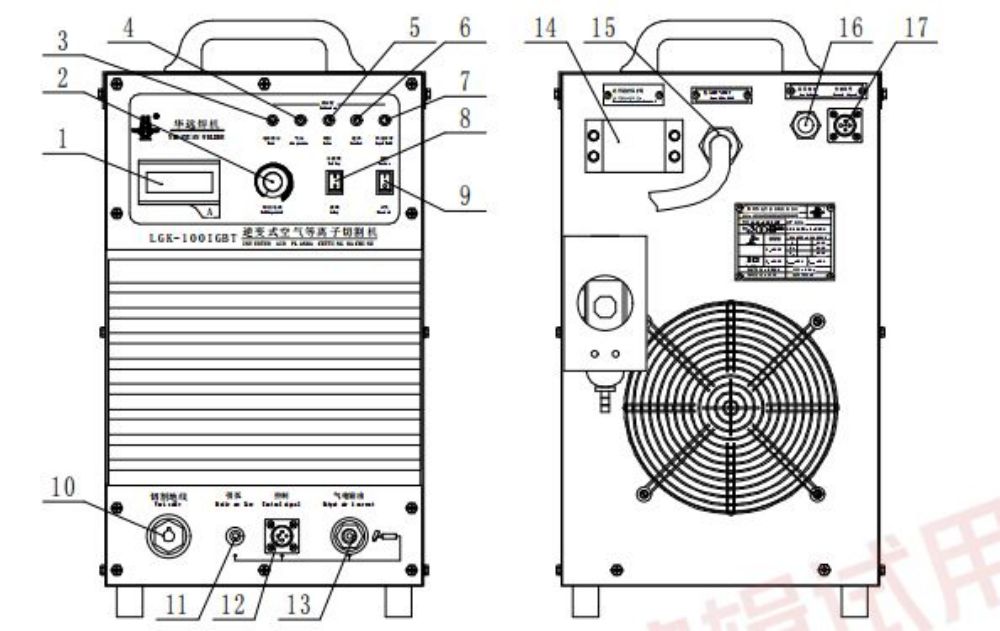
15. കൺട്രോൾ സിഗ്നൽ കണക്ടർ: ഓട്ടോമാറ്റിക് കട്ടിംഗ് ഉപകരണങ്ങൾ നിയന്ത്രിക്കുന്നതിന്
16. പവർ സോഴ്സ് സ്വിച്ച്: കട്ടറിന്റെ 3-ഫേസ് പവർ സപ്ലൈയുടെ ഓൺ/ഓഫ് നിയന്ത്രിക്കുക
17. എയർ പ്രഷർ റെഗുലേഷൻ ഫിൽട്ടർ: കംപ്രസ് ചെയ്ത വായുവിന്റെ വർക്ക് മർദ്ദം ക്രമീകരിക്കുന്നതിനും വായുവിൽ നിന്ന് വെള്ളം ശുദ്ധീകരിക്കുന്നതിനും
18. ഹൈഡ്രോളിക് മർദ്ദം സൂചിപ്പിക്കുന്ന വിളക്ക്: തണുപ്പിക്കൽ ജലവിതരണം ബന്ധിപ്പിക്കുക, ജലപ്രവാഹം 0.45L/min-നേക്കാൾ വലുതായിരിക്കുമ്പോൾ, വിളക്ക് ഓണായിരിക്കും.
19. ഗ്യാസ് കൂൾഡ് ടോർച്ച്/വാട്ടർ കൂൾഡ് ടോർച്ച് സെലക്ഷൻ സ്വിച്ച്: ഗ്യാസ് കൂളിംഗിലേക്ക് മാറുമ്പോൾ മാത്രമേ ഗ്യാസ് കൂൾഡ് ടോർച്ച് ഉപയോഗിക്കൂ, തിരഞ്ഞെടുത്ത വാട്ടർ കൂളിംഗ് മോഡിൽ വാട്ടർ കൂൾഡ് ടോർച്ച് ഉപയോഗിക്കുന്നു.
20. വാട്ടർ/പവർ ഔട്ട്പുട്ട് ടെർമിനൽ: കട്ടിംഗ് കറന്റ് ഔട്ട്പുട്ട് ടെർമിനൽ വാട്ടർ ഔട്ട്പുട്ട് ടെർമിനൽ കൂടിയാണ്, ഇത് വാട്ടർ കൂളിംഗ് കേബിളുമായി ബന്ധിപ്പിക്കാൻ ഉപയോഗിക്കുന്നു.
21. ടോർച്ചിന്റെ ബാക്ക്വാട്ടർ ടെർമിനൽ: വാട്ടർ റീസൈക്കിൾ പൈപ്പ് ബന്ധിപ്പിക്കാൻ ഇത് ഉപയോഗിക്കുന്നു.
22. കായൽ ടെർമിനൽ: വാട്ടർ ടാങ്ക് റീസൈക്കിൾ പൈപ്പ് ബന്ധിപ്പിക്കാൻ ഇത് ഉപയോഗിക്കുന്നു.
23. വാട്ടർ ഇൻപുട്ട് ടെർമിനൽ: വാട്ടർ ടാങ്ക് ഔട്ട്പുട്ട് പൈപ്പ് ബന്ധിപ്പിക്കാൻ ഇത് ഉപയോഗിക്കുന്നു.

